Les matériaux n’ont pas de contacte à la source d’énergie
Les méthodes de forge à induction sont utilisées dans le monde de la fonderie et de la métallurgie. Les matériaux qui peuvent êtres forgés par induction sont, par exemple, le laiton, l’aluminium, l’acier, le cuivre, l’acier inoxydable, entre autres.
Traitement après traitement, l’induction vous permet de contrôler totalement la température. Avec une entière régulation de température, le risque de déformation est éliminé. L’induction permet de réduire l’oxydation. Le chauffage à induction repose sur l’induction électromagnétique. L’avantage du chauffage à induction c’est que les matériaux peuvent êtres chauffés sans avoir contact à la source d’énergie. La perte du courant de Foucault qui crée le courant alternatif à basse fréquence, fait fonctionner la chaleur inductive. Le corps qui fait chauffer fonctionne dans un champ électromagnétique. La rencontre entre un matériel conducteur et un aimant qui peut créer un champ magnétique produit, également, le champ électromagnétique. C’est l’aimant qui exercera une force sur les électrons et ensuite un courant électrique est généré.
L’effet Joule est nécessaire pour le chauffage électrique
L’énergie générée se forme en chaleur à l’intérieur du matériel qui est chauffé. L’exemple le plus pratique est l’utilisation d’une plaque à induction. Un forgeron peut utiliser cette technique pour chauffer et transformer le métal. Cette technologie nous montre qu’il est possible de forger avec l’électricité. Une forge à induction chauffe très rapidement mais aussi, fait rapidement refroidir le produit sur lequel elle travaille. La forge à induction préchauffe les métaux avant de les déformer à l’aide d’un marteau, le plus souvent. Généralement le métal est chauffé à plus de 1000⁰. Cette température facilite la maniabilité du métal fondu. Le chauffage par induction peut produire de la chaleur dans toute une pièce. C’est l’effet magnétique qui provoque l’effet Joule. On parle d’effet Joule pour représenter le chauffage électrique qui se distingue du chauffage central.
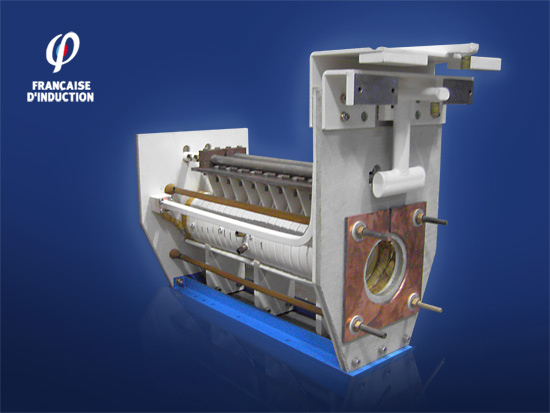
TRAVAUX SUR LE INDUCTEURS
- Passage au four à pyrolyse de la bobine
- Nettoyage et mise à nu du conducteur cuivre creux
- Détartrage de la bobine avec acide phosphorique dépassivé
- Fourniture et mise en forme des spires neuves
- Mesure sur banc d’essai des débits des circuits hydrauliques
- Essais de pression sur banc d’essai des circuits
- Tamage des connexions
- Application multisolante électrique (polytherm, résine époxy, enrubannage avec vernissage, peinture antiflash..)
- Pose du béton réfractaire
- Séchage en étuve selon courbe constructeur
- Remontage de l’ensemble
- Contrôle qualité
TRAVAUX SUR RAIL DE GUIDAGE
- Vérification et remise en état des rails
- Soudage de fuites sur rails et essais en pression
- Fabrication des rails neufs creux ou pleins
- Recharge ackrit des rails de guidage
- Remplacement raccords hydrauliques rails refroidis

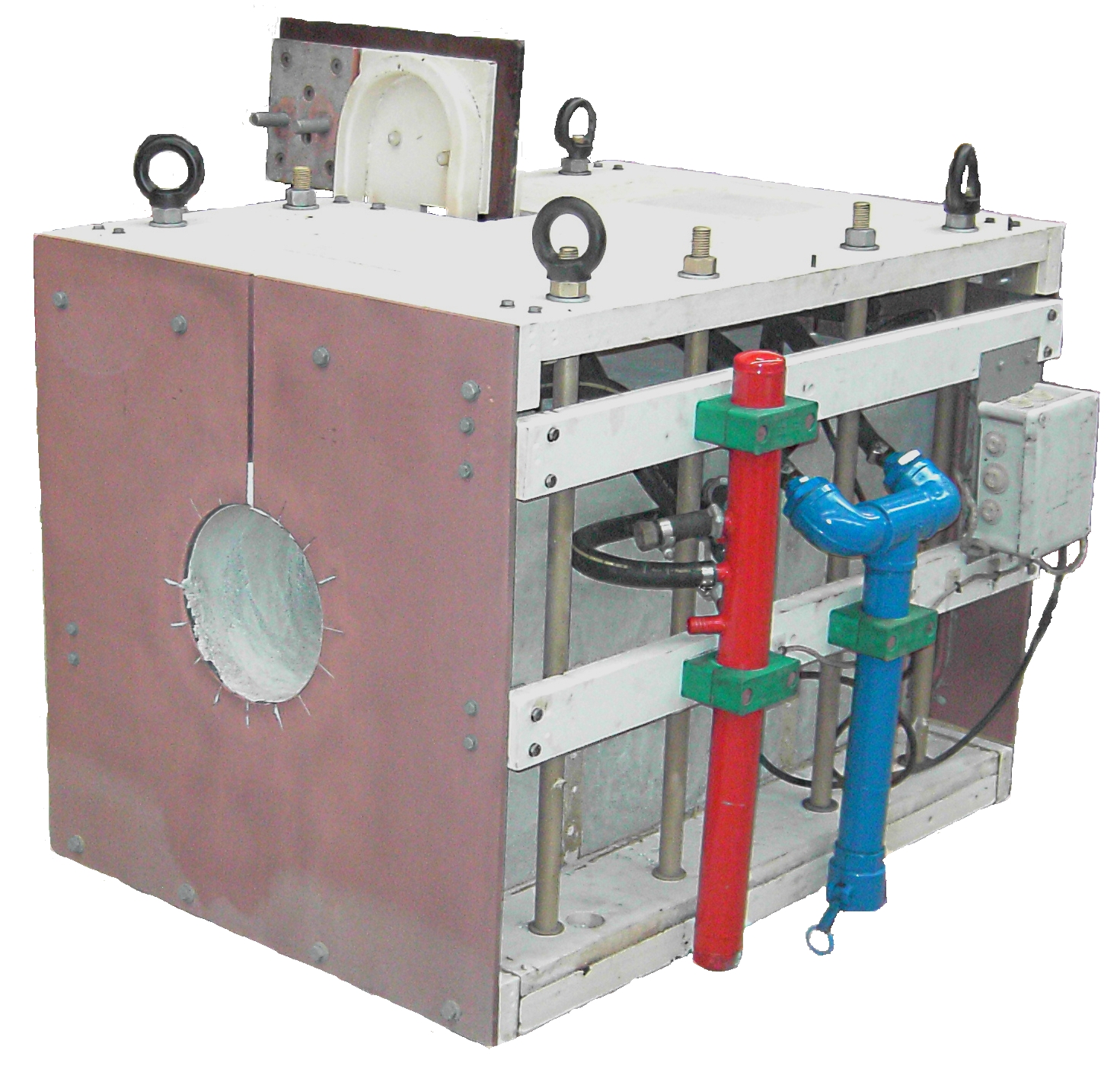
TRAVAUX SUR LES PARTIES ANNEXES
- Fabrication plaque en cuivre d’entrée et sortie des lopins
- Contrôle circuits refroidissement plaque cuivre entrée et sortie
- Remise en état du circuit plaque cuivre entrée et sortie
- Fabrication des panneaux extérieurs en époxy
- Fabrication raccords spéciaux pour essais pression
- Remplacements des tuyaux du circuit d’eau défectueux
- Pose des plaques de fermeture du caisson et finition