Le four à creuset fusionne facilement les métaux non ferreux
Le métal qui est fondu dans un four à creuset se trouve à l’abris des gaz de combustion et des flammes. Le chauffage se fait par un brûleur gaz et les flammes chauffent le creuset. Les fours électriques, à la différence du four à gaz, chauffe directement le creuset.
Cette catégorie de four est utilisée pour fusionner les alliages qui ne contiennent pas de fer. Ces fours n’atteignent pas de fortes températures. Par contre, l’utilisation du four à creuset est très facile. Le creuset est un pot en métal ou en matériel réfractaire qui est utilisé à la calcination ou à la fusion. Le terme réfractaire signale qu’il y a une résistance à une influence biologique, physique ou chimique. Souvent on parle d’une résistance de chaleur à hautes températures, et par des points de fusion élevés. Justement, une des qualité d’un four à creuset est la capacité à résister à de fortes températures quand il y a recours à des fusions de matériaux.
Commandez votre four selon votre exigence
Le four à creuset est utilisé dans plusieurs domaines de la fonderie, principalement dans le but de fusionner des matériaux. Un four à creuset peut être utilisé de façon automatique ou manuel. Généralement, un four à creuset est destiné à couler uniquement les métaux légers, et non ferreux. Il peut exister des fours à creuset qui chauffe avec du gaz ou avec de l’électricité, pouvant atteindre une température de 1400⁰. Chez Française Induction, vous avez la possibilité de commander un four à creuset selon vos exigences. Le four à creuset est idéal si vous souhaitez recycler les métaux non ferreux. Le four à creuset est aussi utilisé pour maintenir la fusion des métaux non ferreux.
TRAVAUX SUR FOUR
- Dépose du béton réfractaire restant dans la bobine
- Dépose des culasses magnétiques
- Remise en état mécanique des vérins des tirants verticaux
- Dépose du water jacket supérieur
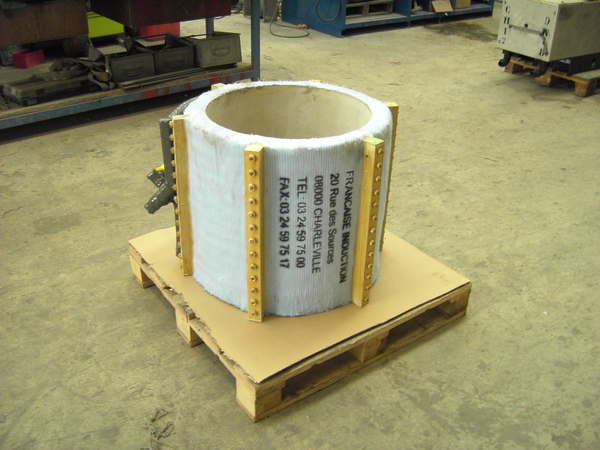
TRAVAUX SUR BOBINES CUIVRES CREUX
- Passage au four à pyrolyse de la bobine
- Mise à nu du cuivre et sablage des spires
- Détartrage de la bobine avec acide phosphorique dépassivé
- Fourniture et mise en forme des spires neuves
- Mesure sur banc d’essai des débits des circuits hydrauliques
- Essais de pression sur banc d’essai des circuits
- Test d’étanchéité à l’hélium avec spectromètre de masse
- application multisolante électrique ( polytherm, résine epoxy, enrubannage avec vernissage, peinture antiflash..)
- Enrubannage deux couches de verre croisées
- Double imprégnation vernis classe C 213° norme IEEE
- Montage bobine, spires actives et spires mortes
- Pose des culasses magnétiques et réglage
- Pose du béton de réfractaire de culottage
- Pose du manteau de protection extérieur tissu de silice
- Finition et protection des entrées et sorties eau